溶接記号
溶接記号の表示方法
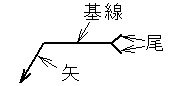
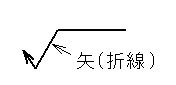
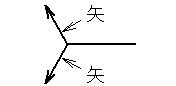
溶接記号は、矢、基線、溶接部記号で構成されています。特別な指示がある場合は尾をつけても良いのですが、通常はつけません。基線は水平に、矢は基線に対して60°くらいの直線にします。必要であれば矢を2本以上つけることも可能です。ただし、基線の両端に矢をつけることはできません。
溶接部記号には、基本記号、組合せ記号、補助記号があります。溶接部記号がついていない場合には、形状や方法は問わず溶接で接合することを意味します。
溶接記号と一緒に溶接部の寸法などもまとめて記載することができます。そのときの数値は、記載する位置によって意味が変わってきますので注意が必要です。必要なもののみを記入すれば良いので、必要がなければ何も書かなくても問題ありません。
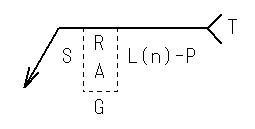
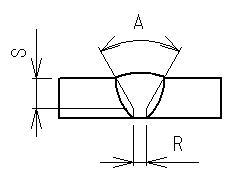
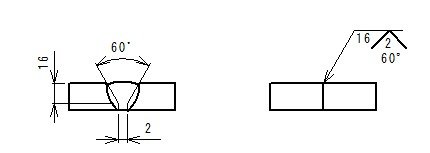
- S…溶接部の断面寸法。開先深さなど
- R…ルート間隔
- A…開先角度
- T…特別指示事項
- G…補助記号
「L(n) - P」は、断続すみ肉溶接やスロット溶接、スポット溶接などで使用します。
- L…溶接長さや溝長さ
- n…溶接の数
- P…溶接間のピッチ
溶接の基本記号
溶接の方法や形状を示す記号です。
| 名称 | 記号 | 形状・寸法 |
|---|---|---|
| I形開先 |  | 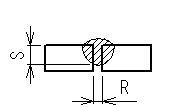 |
| V形開先 |  | 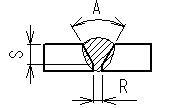 |
| レ形開先 |  | 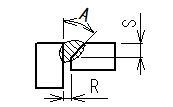 |
| J形開先 |  | 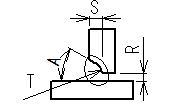 |
| U形開先 |  | 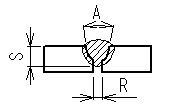 |
| V形フレア溶接 |  |  |
| レ形フレア溶接 |  |  |
| へり溶接 |  | 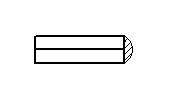 |
| すみ肉溶接 |  | 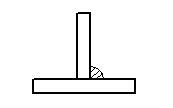 |
| プラグ溶接 スロット溶接 |  | 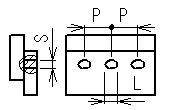 |
| ビード溶接 |  | |
| 肉盛溶接 |  | |
| キーホール溶接 |  | 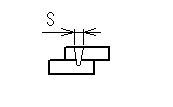 |
| スポット溶接 プロジェクション溶接 |  | |
| シーム溶接 |  | 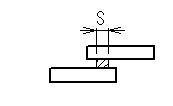 |
| サーフェス継手 |  | 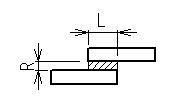 |
| スカーフ継手 |  | 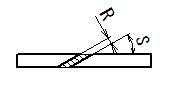 |
| スタッド溶接 |  |
- I形、V形、U形開先・・・サイズが大きすぎて材料が用意できず、平板などをつなぎ合わせる場合によく使用されます。
- レ形、J形開先・・・T字やL字などのコーナー部分の溶接で使用されます。
- V形フレア溶接・・・板曲げなどによってL字形状をしている部品同士をつなぎ合わせる場合に使用されます。感覚的にはルート間隔が0の開先溶接と似ています。
- レ形フレア溶接・・・L字形状の部品と平板の面をつなぎ合わせる場合に使用されます。
- へり溶接・・・2つ以上の母材を平行に重ねた状態で、母材の端面を溶接します。
- すみ肉溶接・・・主にブラケットやリブなど、材料同士を直角に溶接する場合に使用します。開先よりも強度が低くなるので、すみ肉溶接で強度が必要な場合には反対側のコーナー部分も溶接するすることで強度を増すことができます。
- プラグ・スロット溶接・・・2つの母材の一方に穴をあけておき、その穴を埋めるようにして接合する溶接です。プラグ溶接は丸穴、スロット溶接は溝を意味します。
- ビード溶接・・・一回のパスで溶接することを意味します。一回のパスとは一回の溶接操作のことで、仕上がりは隙間のない一本の溶接跡となります。
- 肉盛溶接・・・溶接肉盛りが問題とならない場合に、強度を上げるために使用されます。
- キーホール溶接・・・主にプラズマアーク溶接で、2枚の母材を重ねて1枚を溶解して貫通させ、再凝固させる溶接方法です。
- スポット溶接・・・強度がそれほど必要のない部品の取り付けなど、部分的な溶接で使用されます。
- シーム溶接・・・回転電極を使用し、2枚の母材を縫うようにして溶接する方法です。
- サーフェス継手・・・2枚の母材の面同士を溶接する方法です。
- スカーフ継手・・・I形開先の母材を斜めに加工し、溶接面を広くとることで強度を上げる継手方法です。
- スタッド溶接・・・ピンに電流を流し、直接母材に溶接する方法です。
対称的な溶接部の組合せ記号
溶接部が対称的な形状の場合に用いられる溶接記号です。
| 名称 | 記号 | 形状・寸法 |
|---|---|---|
| X形開先 |  | 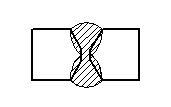 |
| K形開先 |  | 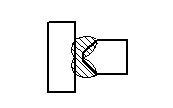 |
| H形開先 |  | 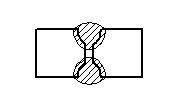 |
| 両面J形開先 |  | 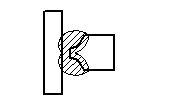 |
| X形フレア溶接 |  | 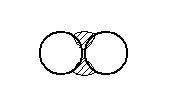 |
| K形フレア溶接 |  |  |
- X形開先・・・V形開先を両面から行い溶接する方法です。
- K形開先・・・レ形開先を両面から行い溶接する方法です。
- H形開先・・・U形開先を両面から行い溶接する方法です。
- 両面J形開先・・・J形開先を両面から行い溶接する方法です。
- X形フレア溶接・・・2つの丸棒などの母材に、V形フレアを両側から行い溶接する方法です。
- K形フレア溶接・・・板材と丸棒などの母材に、レ形フレアを両側から行い溶接する方法です。
溶接の補助記号
溶接後の表面の状態と、その仕上げ方法を指示します。
| 名称 | 記号 |
|---|---|
| 表面性状 | |
| 平ら仕上げ |  |
| 凸形仕上げ |  |
| へこみ仕上げ |  |
| 仕上げ方法 | |
| チッピング | C |
| グラインダ | G |
| 切削 | M |
| 研磨 | P |
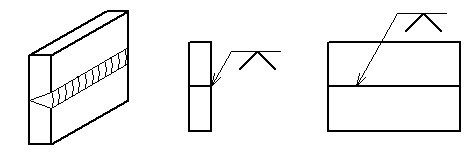
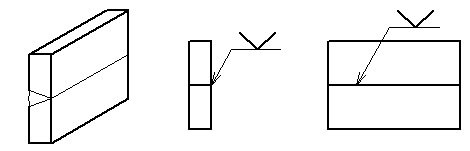
基線に対する溶接記号の位置
溶接記号はつける位置を逆にすると、溶接方向まで変わってきますので注意が必要です。
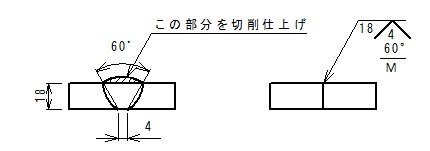
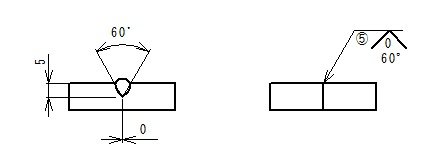
溶接寸法の記入例
参考・関連規格
- JIS Z 3021:2010 溶接記号