穴寸法の表し方
機械部品で欠かすことのできない要素が穴です。ボルトを通す穴、位置決めをする穴、気体や液体を流す穴など、穴あけをすることでたくさんの機能を実現することができます。
穴は穴径と深さという2つの方向の寸法が必要となるので、図形だけでその形状を表現するには、必ず2方向から見た2つの投影図が必要となります。しかし、この方法は図面を理解する妨げになることもあるので、1つの投影図だけで表現できる工夫がJIS規格ではされています。
穴の加工方法の表示
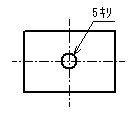
図面を見ていると「5キリ」などの言葉をよく目にしますが、それを示している図形を見ると貫通穴があいているので「φ5の貫通穴を表している」と理解しがちですが、「キリ」とは「きりもみ」のことで、機械製図ではドリルによる加工を表しています。
つまり「キリ」とは加工方法を表すもので、貫通穴を表すものではないのです。たまたま貫通穴が多いというだけで、必ずしも貫通穴であるとは限りません。ドリル加工でなくても良い場合には「5キリ」と表示しないで「φ5 貫通」のような表現の方が良いのです。
きり穴や打抜き穴など、穴の加工方法を示す必要がある場合には、工具の呼び寸法や基準寸法を示し、それに続けて加工方法を区別する用語を指示します。
JIS規格では下記の表に示すものについては、簡略表示によって指示することができます。
| 加工方法 | 簡略表示 |
|---|---|
| 鋳放し | イヌキ |
| プレス抜き | 打ヌキ |
| きりもみ | キリ |
| リーマ仕上げ | リーマ |
穴の数
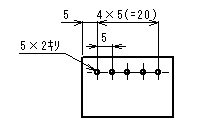
一つのピッチ線やピッチ円上に配置される同一寸法の穴は、穴から引出線を引き出して、穴数を示す数字の次に × を挟んで穴の寸法を指示します。
穴数は、同一箇所の一群の穴の総数を記入するもので、図面上の同じ穴径の穴数を記入して良いわけではありません。
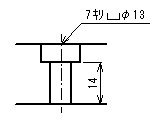
穴の深さ
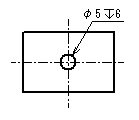
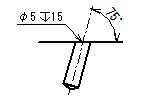
穴の深さを指示するときは、穴の直径を示す寸法の次に「深さ」、または穴の深さを示す記号 に続けて深さの数値を記入します。
に続けて深さの数値を記入します。
貫通穴のときは穴の深さは記入せず、穴の直径だけか、穴の直径の後に「貫通」などの表示をします。
穴の深さは、ドリルの先端で創成される円すい部分やリーマの先端の面取り部で創成される部分などは含まない円筒部の深さとなります。
傾斜した穴の深さは、穴の中心線上の長さ寸法で表します。
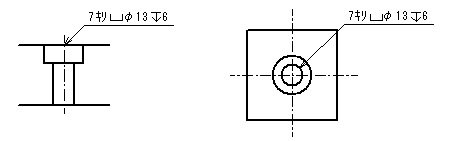
ざぐり
ざぐりや深ざぐりの表し方は、ざぐりの直径を示す寸法の前に「ザグリ」、またはざぐりを示す記号 に続けてざぐりの直径や深さを記入します。
に続けてざぐりの直径や深さを記入します。
ざぐりの底の位置を反対側の面からの寸法で指示する必要がある場合には、その寸法線によって指示します。
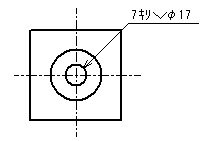
皿ざぐり
皿ざぐり穴の表し方は、皿穴の直径を示す寸法の次に「皿ザグリ」、または皿ざぐり穴を示す記号 に続けて、皿ざぐり穴の入り口の直径の数値を記入します。
に続けて、皿ざぐり穴の入り口の直径の数値を記入します。
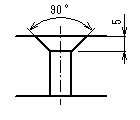
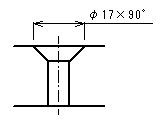
皿ざぐり穴の深さの数値を指示する必要がある場合には、皿ざぐり穴の開き角と深さの数値を指示します。
皿ざぐり穴が円形形状で描かれている図形(皿ザグリを上から見た図)に皿ざぐり穴を指示する場合には、内側の円形形状から引出線を引き出し、参照線の上側に「皿ザグリ」または皿ざぐり穴を示す記号に続けて、入り口の直径の数値を記入します。
皿ざぐりの簡略指示方法は、皿ざぐり穴の入り口の寸法と開き角を × を挟んで記入します。
長円
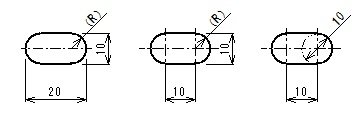
長円の穴は、穴の機能、または加工方法によって寸法の記入方法を下記の3つのいずれかによって指示します。
- 長円の穴の長さと幅で指示し、両側の形体は、円弧であることを示すために(R)と指示する。
- 平行二平面の形体の長さと幅で指示し、両側の形体は、円弧であることを示すために(R)と指示する。
- 工具の回転軸線の移動距離と工具径で指示する。この場合、工具径の指示は1箇所とする。
- JIS B 0001:2010 機械製図
- JIS Z 8317-1:2008 製図-寸法及び公差の記入方法-第1部:一般原則