寸法公差
図面に記載されている寸法で、寸分の狂いもなく加工を仕上げることは不可能です。そこで、その寸法からどれだけのズレが生じても良いのかを明確に示すのが寸法公差です。
寸法公差には、部品が問題なく機能する範囲を設定します。ただし、あまりにも公差範囲が狭すぎると加工コストが上がってしまうので、適切な数値を設定することが必要になります。
- 長さ寸法の許容限界の指示方法
- 寸法許容差(数値)による方法
- 許容限界寸法による方法
- 片側許容限界寸法
- 記号による方法
- 当てはめ方法による検証指示
- 角度寸法の許容限界の指示方法
- 個々に指示のない寸法公差
長さ寸法の許容限界の指示方法
寸法許容差(数値)による方法
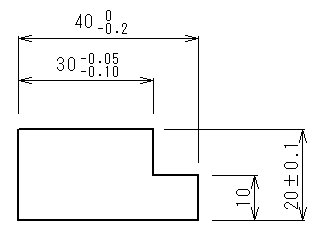
一般的に使用される 10±0.2 などの寸法公差が寸法許容差つき寸法と呼ばれるものです。寸法許容差つき寸法では、基準寸法、寸法許容差の順序で記入します。基準寸法とは、許容差や公差などの数値を除く寸法数値のことです。10±0.2 の場合は10が基準寸法で、±0.2 が寸法許容差となります。このとき、寸法許容差は基準寸法と同じ単位で表します。
上限と下限二つの寸法許容差は、小数点以下の桁数をそろえて指示します。ただし、いずれか一方の寸法許容差がゼロの場合には、小数点は付けずに数字0で示します。
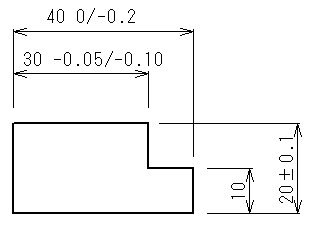
上の寸法許容差(上限)は上側に、下の寸法許容差(下限)は下側に記入します。ただし、寸法許容差を上下に分けず一列に表示する場合には、上の寸法許容差の後に斜線で区切り、下の寸法許容差を記入してもよいことになっています。
上下の寸法許容差が、基準寸法に対して対象の場合には、寸法許容差の数値を一つだけ示し、数値の前に±の記号を付けて指示します(10±0.2 など)。
許容限界寸法による方法
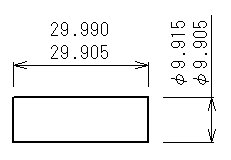
寸法許容差ではなく、上限と下限の寸法を直接記入する方法が許容限界寸法です。
許容限界寸法では、上限が最大許容寸法、下限が最小許容寸法と呼ばれます。
許容限界寸法の数値の前に寸法補助記号が付記される場合には、最大許容寸法と最小許容寸法の両方に寸法補助記号を指示します。
片側許容限界寸法
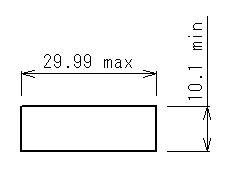
寸法を最小、最大のいずれか一方だけを許容する必要がある場合には、寸法数値の後に”min”または”max”を付記します。
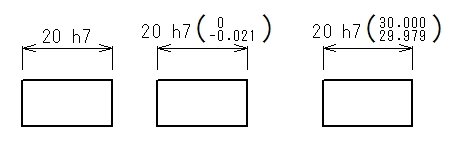
記号による方法
JIS B 0401-1 に規定する公差域クラス(はめあい公差)の記号を使用する場合には、基準寸法、記号の順序で指示します。
公差域クラスの記号に加えて、寸法許容差、または許容限界寸法を示す必要がある場合には、それらに括弧をつけて付記します。
当てはめ方法による検証指示
寸法の許容限界に対して当てはめ方法による検証を要求する場合には、表題欄の中、またはその付近に JIS B 0672-1 を指示するか、当てはめ方法による検証であることを記入します。
この場合、最小領域法や最小二乗法などの規定した方法によって検証する。
- 寸法の許容限界に対して当てはめ方法による検証を要求する場合には、表題欄の中、またはその付近に JIS B 0672-1 を指示する。
- この場合、最小領域法や最小二乗法などの規定した方法によって検証する。
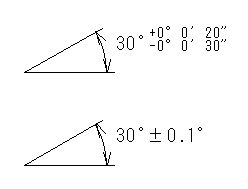
角度寸法の許容限界の指示方法
角度寸法の許容限界の指示方法は、長さ寸法の許容限界の指示方法と同じになります。ただし、許容差には必ず単位を指示しなければなりません。
角度寸法の許容差が、分単位、または秒単位だけの場合には、それぞれ 0° または 0′ を数字の前につけます。こうすることで見間違えを防ぐことができます。
角度寸法の許容限界をラジアンで指示する場合は、角度寸法に rad をつけて、その後の許容差を分数、または小数で表示し、さらに rad をつけて指示します。
角度寸法の許容差は、一つの図面の中では単位を統一して示し、混用してはいけません。
個々に指示のない寸法公差
- 個々に指示のない寸法公差については JIS B 0405:1991 普通公差による。
- 鋳造品の寸法公差、公差等級については JIS B 0403:1995 による。
- JIS B 0024:1998 製図-公差表示方式の基本原則
- JIS Z 8317-1:2008 製図-寸法及び公差の記入方法-第1部:一般原則
- JIS Z 8318:2013 製品の技術文書情報(TPD)-長さ寸法及び角度寸法の許容限界の指示方法