表面粗さ
- 要求事項がない場合の図示記号
- 表面性状の要求事項の指示位置
- 表面性状の要求事項がひとつの場合
- 表面性状の要求事項が二つ以上の場合
- 加工方法
- 節目と方向
- 削り代
- 表面性状パラメータ
- 算術平均粗さ | Ra
- 最大高さ | Rz
- 十点平均粗さ | Rzjis
- 表面性状パラメータ一覧
- 節目の指示
- 従来の仕上げ記号との関係
要求事項がない場合の図示記号
| 図示記号 | 意味 |
|---|---|
 | 基本図示記号。検討中の表面の場合、または注記に特別な説明が記載されている場合にだけ、この図示記号を単独で用いることができる。 |
 | 除去加工の図示記号。「除去加工を必要とする表面」の場合にだけ、この図示記号を単独で用いることができる。 |
 | 除去加工をしない表面の図示記号。前加工が除去加工であっても、他の方法であっても、それには関係なく前加工で得られたままの表面にすることを指示するために用いることができる。 |
表面性状の要求事項の指示位置
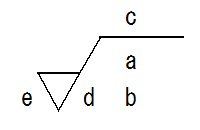
- a…通過帯域、または基準長さ、表面性状パラメータ
- b…複数パラメータが要求されたときの二番目以降のパラメータ
- c…加工方法
- d…節目とその方向
- e…削り代
必要な要求事項のみを記入する。
a | 表面性状の要求事項が一つの場合
- 表面性状パラメータ記号とその値、通過帯域または基準長さを指示する。
- 誤りが生じないように、パラメータ記号とその値との間には、ダブルスペース(二つの半角ブランク)にする。
- 通過帯域または基準長さの後に斜線"/"、その後にパラメータ記号とその値の順序にして、一行で指示する。
- 0.0025-0.8/Rz 6.8 (通過帯域の指示例)
- -0.8/Rz 6.8 (基準長さだけの指示例)
- モチーフパラメータの場合には、通過帯域の後に斜線"/"、評価長さ、斜線"/"、パラメータ記号とその値の順にして一行で指示する。
- 0.008-0.5/16/R 10
a及びb | 表面性状の要求事項が二つ以上の場合
- 二番目の表面性状の要求事項がある場合には"b"の位置に指示する。
- 三番目以降の表面性状の要求事項がある場合には、図示記号の長い方の斜線を上方向に伸ばし、多数行指示できるようにスペースを広げ、"a""b"を上の方へ移動する。
c | 加工方法
旋削、研削、めっきなど、対象面を得るための加工方法、表面処理、塗装、または加工プロセスに必要な事項を指示する。
d | 節目と方向
対象面の節目とその方向を、記号を用いて指示する。
e | 削り代
要求された削り代は、ミリメートル単位で指示する。
表面性状パラメータ
算術平均粗さ | Ra
粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜き取り部分の平均線の方向にX軸を、縦倍率の方向にY軸を取り、粗さ曲線を y=f(x) で表したときに、次の式によって求められる値をマイクロメートルで表したもの。
最大高さ | Rz(旧 Ry)
粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜き取り部分の山頂線と谷底線との間隔を粗さ曲線の縦倍率の方向に測定し、この値をマイクロメートルで表したもの。
十点平均粗さ | Rzjis(旧 Rz)
粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜き取り部分の平均線から縦倍率の方向に測定した、最も高い山頂から5番目までの山頂の標高の絶対値の平均値と、最も低い谷底から5番目までの谷底の標高の絶対値の平均値との和を求め、この値をマイクロメートルで表したもの。
| パラメータ | JIS B 0601:1994 JIS B 0660:1998 の記号 | JIS B 0601:2013 の記号 |
|---|---|---|
| 粗さ曲線の最大山高さ | Rp | Rq |
| 粗さ曲線の最大谷深さ | Rm | Rv |
| 最大高さ粗さ | Ry | Rz |
| 粗さ曲線要素の平均高さ | Rc | Rc |
| 粗さ曲線の最大断面高さ | - | Rt |
| 算術平均粗さ | Ra | Ra |
| 二乗平均平方根粗さ | Rq | Rq |
| 粗さ曲線のスキューネス | Sk | Rsk |
| 粗さ曲線のクルトシス | - | Rku |
| 粗さ曲線要素の平均長さ | Sm | RSm |
| 粗さ曲線要素に基づくピークカウント数 | - | RPc |
| 粗さ曲線の二乗平均平方根傾斜 | Δq | RΔq |
| 粗さ曲線の負荷長さ率 | tp | Rmr(c) |
| 粗さ曲線の切断レベル差 | - | Rσc |
| 粗さ曲線の相対負荷長さ率 | - | Rmr |
| 十点平均粗さ | Rz | Rzjis |
節目の指示
加工によって生じる節目とその方向は、下記の記号を用いて指示する。
| 記号 | 意味 | 図 |
|---|---|---|
 | 節目方向が、記号を指示した図の投影面に平行 例 形削り面、旋削面、研削面 |  |
 | 節目方向が、記号を指示した図の投影面に直角 例 形削り面、旋削面、研削面 |  |
 | 節目方向が、記号を指示した図の投影面に斜めで2方向に交差 例 ホーニング面 |  |
 | 節目方向が、多方向に交差 例 正面フライス削り面、エンドミル削り面 |  |
 | 節目方向が、記号を指示した面の中心に対してほぼ同心円状 例 正面旋削面 |  |
 | 節目方向が、記号を指示した面の中心に対してほぼ放射状 例 端面研削面 |  |
 | 節目が、粒子状のくぼみ、無方向または粒子状の突起 例 放電加工面、超仕上げ面、ブラスチング面 |  |
従来の仕上げ記号との関係
| 算術平均粗さ Ra | 最大高さ Rz | 十点平均粗さ RzJis | Rz・RzJisの 基準長さ l(mm) | 従来の仕上げ記号 | |
|---|---|---|---|---|---|
| 標準数列 | カットオフ値 λc(mm) | 標準数列 | |||
| 0.012 a | 0.08 | 0.05 s | 0.05 z | 0.08 | ▽▽▽▽ |
| 0.025 a | 0.25 | 0.1 s | 0.1 z | ||
| 0.05 a | 0.2 s | 0.2 z | 0.25 | ||
| 0.1 a | 0.8 | 0.4 s | 0.4 z | ||
| 0.2 a | 0.8 s | 0.8 z | 0.8 | ||
| 0.4 a | 1.6 s | 1.6 z | ▽▽▽ | ||
| 0.8 a | 3.2 s | 3.2 z | |||
| 1.6 a | 6.3 s | 6.3 z | |||
| 3.2 a | 2.5 | 12.5 s | 12.5 z | 2.5 | ▽▽ |
| 6.3 a | 25 s | 25 z | |||
| 12.5 a | 8 | 50 s | 50 z | ▽ | |
| 25 a | 100 s | 100 z | 8 | ||
| 50 a | 200 s | 200 z | ー | ||
| 100 a | ー | 400 s | 400 z | ー | |
※上記は、従来の仕上げ記号を便宜上数値化したものであり、厳密性はない。
従来の仕上げ記号は区分が曖昧であり、トラブルのもとになるので使用しないようにする。使用する場合は記号ごとの意味、または数値を、その図面内もしくは別紙に明記する。
参考・関連規格
- JIS B 0601:2013 製品の幾何特性仕様(GPS)-表面性状:輪郭曲線方式-用語,定義及び表面性状パラメータ